Dla wielu firm poza szybkością, którą gwarantuje spawanie laserowe, istotne jest również spełnienie wymagań jakościowych, których tradycyjne metody, jak TIG czy MIG/MAG, często nie gwarantują. Coraz częściej właśnie te normy decydują o tym, czy Twoja firma zdobędzie kontrakt albo przejdzie audyt. Sprawdź, czym wyróżnia się spaw laserowy, jak wygląda spoina, jak jest oceniana i jak przebiega jej certyfikacja. Ta wiedza pozwoli Ci bezpiecznie wdrożyć laser do produkcji i uniknąć odrzuconych partii.
Spaw a spoina - różnica, o której warto pamiętać
Spaw to proces łączenia metali. Spoina to efekt tego procesu, czyli materiał stopiony i zakrzepły, który tworzy połączenie. Analizując spaw laserowy, nie wystarczy mówić o technologii, trzeba ocenić spoinę: jej kształt, głębokość przetopu, mikrostrukturę i parametry mechaniczne. To właśnie spoina decyduje, czy połączenie spełni normy jakościowe.
Dlaczego to rozróżnienie ma znaczenie?
Ponieważ to nie opis procesu trafia do dokumentacji jakościowej i pod lupę inspektora tylko sama spoina. Jeśli nie spełnia norm, cała partia produkcyjna może zostać odrzucona, niezależnie od tego, jak zaawansowana była technologia użyta do spawania.
Chcesz dowiedzieć się więcej o tym, jak wybrać odpowiednią spawarkę laserową do Twoich potrzeb? Przeczytaj: Kompleksowy przewodnik po spawarkach laserowych, w którym znajdziesz szczegółowe informacje o dostępnych modelach i ich zastosowaniach.
Jak wygląda spoina laserowa na tle TIG, MIG/MAG?
-
Doświadczony spawacz metodą TIG jest w stanie uzyskać równą, szeroką spoinę o estetycznej, łuskowatej powierzchni, jednak proces ten wymaga od niego ogromnej precyzji i jest bardzo powolny.
-
MIG/MAG pozwala spawać szybciej, ale spoina jest szersza, z większą ilością odprysków i zwykle wymaga obróbki wykończeniowej.
-
Laser, dzięki temu, że cechuje go wysoka precyzja, tworzy spoinę wąską i głęboką, co pozwala na łączenie nawet skomplikowanych form idealnych dla materiałów takich jak stal nierdzewna czy wymagające stopy aluminium. Jest gładka, niemal pozbawiona odprysków i zwykle nie ma potrzeby jej szlifowania za pomocą osobnego urządzenia czy prostowania materiału wokół.
Kluczowa różnica to mała strefa wpływu ciepła (HAZ). W spawaniu laserowym jest ona minimalna, co przekłada się na mniejsze odkształcenia i zachowanie właściwości mechanicznych materiału bazowego. Dla cienkich blach oznacza to możliwość uzyskania spoiny bez ryzyka wypaczeń czy przepaleń.
Spawanie laserowe - czym różni się proces od TIG, MIG/MAG?
W odróżnieniu od łuku elektrycznego tutaj źródłem lasera jest energia wprowadzana punktowo, w formie skupionej wiązki światła. Nie ma łuku, nie ma elektrody – jest wiązka, która może być sterowana z dokładnością dziesiątych części milimetra.
Co to oznacza w praktyce?
-
proces jest bezkontaktowy, czyli eliminuje wiele błędów ludzkich obecnych przy metodach ręcznych,
-
wymaga znacznie lepszego przygotowania złącza: minimalne szczeliny i dokładnego czyszczenia materiału, krawędzie muszą być idealnie czyste, bez farby i tlenków,
-
w większości przypadków spoina jest wykonywana autogenicznie (bez materiału dodatkowego), choć opcjonalnie można stosować drut spawalniczy, czyli inaczej niż w MIG/MAG, gdzie jest on podstawowym materiałem wypełniającym,
-
parametry (moc, prędkość, średnica plamki, gaz osłonowy) są sterowane cyfrowo, co pozwala na ich korektę w czasie rzeczywistym i zapewnia powtarzalność procesu; dzięki temu po wgraniu programu niemal każda osoba może samodzielnie rozpocząć spawanie i seryjnie osiągać dobre wyniki.
Zainteresowany praktycznym zastosowaniem spawania laserowego? Sprawdź: Ręczna spawarka laserowa Fanuci 5.0 PRO GenX – idealne rozwiązanie dla precyzyjnych prac spawalniczych, które minimalizuje potrzebę obróbki końcowej.
Kontrola jakości i certyfikacja spoin laserowych
Spaw laserowy wyróżnia się nie tylko wyglądem, ale też rygorem kontroli. Każda spoina musi przejść badania zgodne z normami, a proces – formalną kwalifikację.
Badania jakości
-
wizualne (VT) – ocena profilu lica, ciągłości, braku podtopień i pęknięć,
-
penetracyjne (PT) – wykrywanie mikropęknięć powierzchniowych, szczególnie w materiałach wysoko stopowych,
-
radiograficzne (RT) – kontrola wewnętrzna, wykrywanie porów i braków przetopu,
-
ultradźwiękowe (UT) – stosowane przy grubszych spoinach.
Próby mechaniczne
W ramach kwalifikacji technologii i odbioru produkcji wykonuje się próby:
-
zginanie,
-
rozciąganie,
-
udarność,
-
badania twardości (HV) w spoinie i strefie wpływu ciepła.
Klasy jakości spoin w procesie spawania
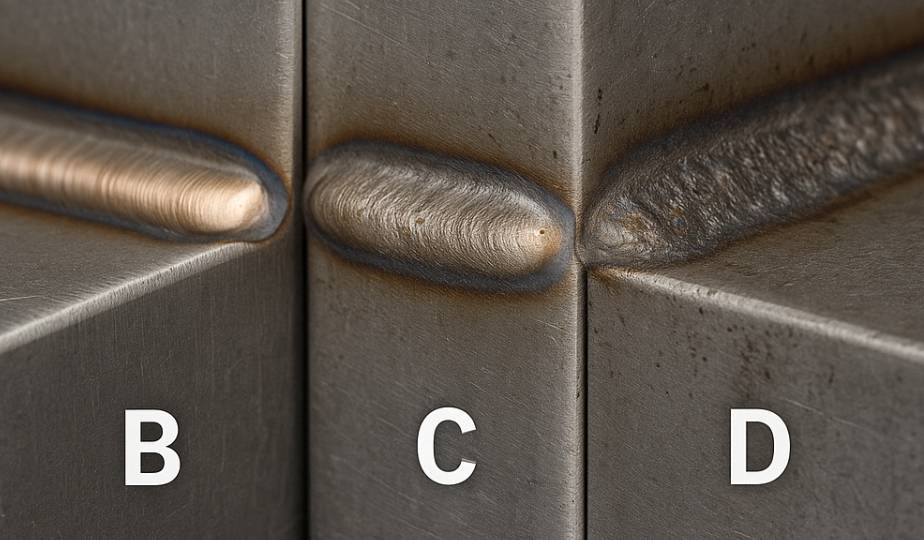
Normy PN-EN ISO 13919-1 (dla stali) i 13919-2 (dla aluminium) definiują trzy poziomy, gdzie wysoka jakość jest precyzyjnie określona przez klasy:
-
B – najwyższa jakość, minimalne tolerancje na wady (np. lotnictwo, energetyka jądrowa),
-
C – poziom standardowy dla konstrukcji przemysłowych,
-
D – dopuszcza większe niezgodności w mniej obciążonych konstrukcjach.
Laser jako proces często pozwala osiągnąć klasę B, pod warunkiem że przygotowanie i parametry są właściwie dobrane.
Chcesz dowiedzieć się, jak osiągnąć najwyższą precyzję w spawaniu laserowym? Zobacz, jak precyzyjne spawanie laserowe z wykorzystaniem urządzeń Fanuci może zrewolucjonizować Twoją produkcję.
Dokumenty i normy
Aby proces był uznany, niezbędne są:
-
WPS (Welding Procedure Specification) – instrukcja stanowiskowa określająca parametry spawania,
-
WPQR (Welding Procedure Qualification Record) – dokument potwierdzający kwalifikację technologii na podstawie badań próbek.
Podstawowe normy w tym zakresie to:
-
EN ISO 15614-11 – kwalifikacja technologii spawania laserowego,
-
EN ISO 13919-1/2 – klasy jakości spoin,
-
EN ISO 9606-1/2 – kwalifikacja spawaczy i operatorów.
Bez ważnych dokumentów WPQR i WPS spoiny laserowe nie zostaną zaakceptowane np. przez inspektora UDT czy jednostki klasyfikacyjne.
Podsumowanie
Precyzyjne spawanie laserowe pozwala tworzyć wąskie, gładkie spoiny, a czystość procesu i powtarzalność sprawiają, że jest to technologia rewolucjonizująca standardy w branży spawalniczej. Technologia laserowa umożliwia osiągnięcie najwyższych klas jakości spoin, czyli poziomów, których oczekuje się nawet w najbardziej wymagających branżach. Jeśli rozważasz wdrożenie spawania laserowego w swojej firmie i chcesz zrozumieć, jakie normy, procedury i badania będą miały zastosowanie w Twojej produkcji, to umów się na bezpłatną konsultację z ekspertem.
